Ống nhựa HDPE Tiền Phong được ưa chuộng rộng rãi trong các hệ thống cấp thoát nước, dẫn khí, và bảo vệ cáp nhờ độ bền cao, khả năng chống ăn mòn và tuổi thọ lâu dài. Để đảm bảo hệ thống hoạt động hiệu quả và không gặp sự cố rò rỉ, việc tuân thủ quy trình hàn ống HDPE Tiền Phong đúng chuẩn là vô cùng quan trọng. Bài viết này sẽ cung cấp một hướng dẫn chi tiết về các bước cần thiết để thực hiện quá trình hàn ống HDPE Tiền Phong một cách chính xác. Cùng Hùng Anh khám phá chi tiết ngay nhé!
Tại sao cần tuân thủ quy trình hàn ống HDPE Tiền Phong đúng chuẩn?
Trước khi đi vào chi tiết quy trình hàn ống HDPE Tiền Phong, chúng ta cần hiểu rõ tầm quan trọng của việc thực hiện đúng các bước. Việc hàn ống HDPE không đúng cách có thể dẫn đến những hậu quả nghiêm trọng như:

- Rò rỉ tại mối nối: Gây thất thoát lưu chất, ảnh hưởng đến hiệu suất hệ thống và có thể gây hư hại cho các công trình lân cận.
- Giảm tuổi thọ hệ thống: Mối nối yếu có thể bị phá vỡ theo thời gian do áp lực, nhiệt độ hoặc các tác động bên ngoài.
- Tốn kém chi phí sửa chữa: Việc khắc phục các mối nối bị lỗi thường tốn kém thời gian và tiền bạc.
Do đó, nắm vững và thực hiện đúng quy trình hàn ống HDPE Tiền Phong không chỉ đảm bảo chất lượng hệ thống mà còn mang lại sự an tâm trong quá trình sử dụng.
Các phương pháp hàn ống HDPE Tiền Phong phổ biến
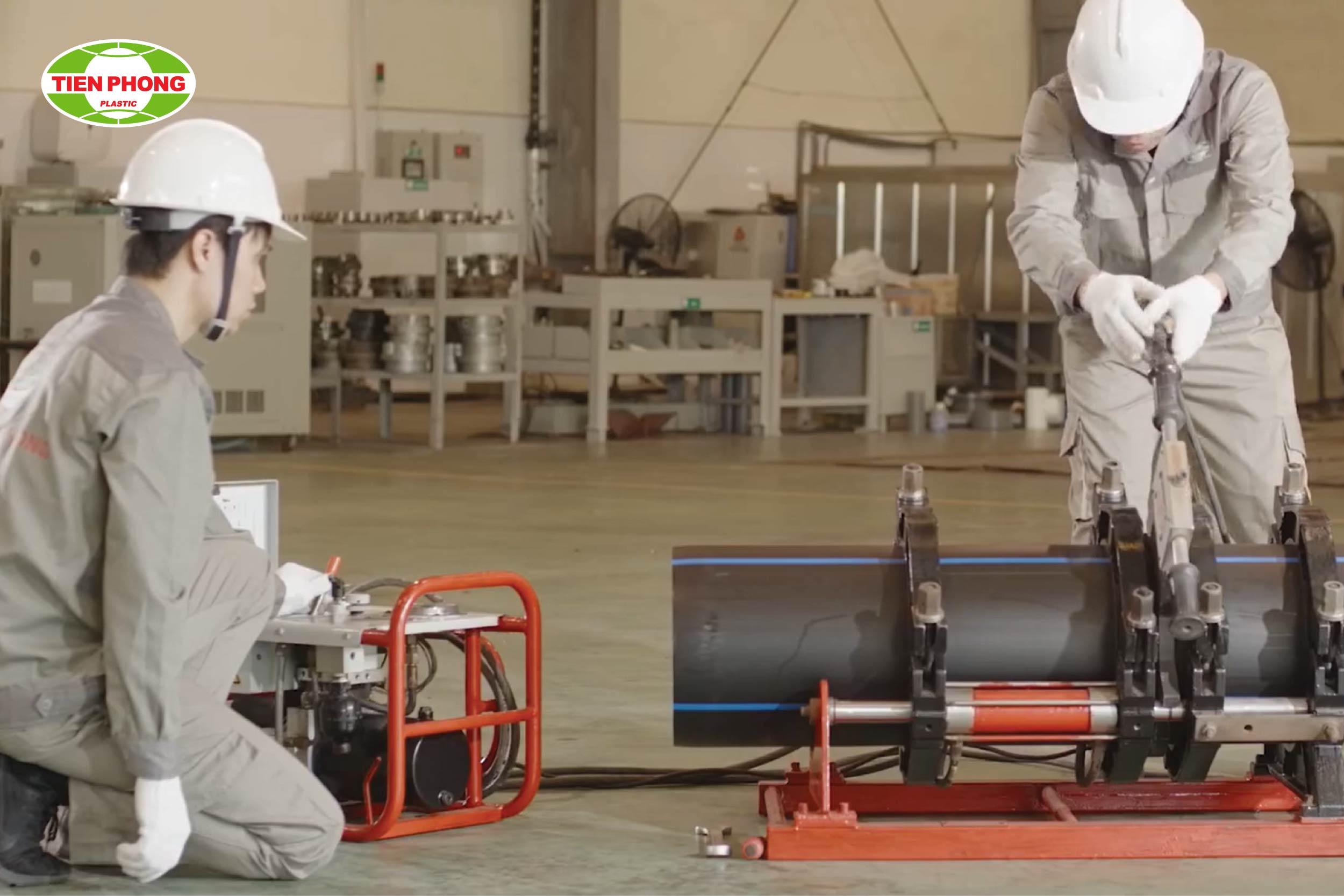
Hàn đối đầu (Butt Fusion Welding)
Đây là phương pháp hàn được sử dụng rộng rãi nhất cho ống HDPE có đường kính lớn. Nguyên lý của phương pháp này là làm nóng đồng thời hai đầu ống cần nối đến nhiệt độ nóng chảy, sau đó ép chặt chúng lại với nhau dưới áp lực để tạo thành một mối nối liền mạch.
Hàn điện trở (Electrofusion Welding)
Phương pháp này sử dụng các phụ kiện hàn điện trở có sẵn các cuộn dây điện trở bên trong. Khi dòng điện chạy qua các cuộn dây này, chúng sẽ nóng lên và làm nóng chảy bề mặt trong của phụ kiện và bề mặt ngoài của ống, tạo thành mối nối khi nguội đi. Hàn điện trở thường được sử dụng cho các mối nối phức tạp hoặc trong không gian hạn chế.
Trong bài viết này, chúng ta sẽ tập trung vào quy trình hàn đối đầu ống HDPE Tiền Phong, do tính phổ biến và ứng dụng rộng rãi của nó.
Quy trình hàn đối đầu ống HDPE Tiền Phong đúng chuẩn

Quy trình hàn đối đầu ống HDPE Tiền Phong bao gồm các bước cơ bản sau:
Chuẩn bị
- Ống HDPE Tiền Phong cần hàn: Đảm bảo hai đầu ống được cắt vuông góc và sạch sẽ, không có bụi bẩn, dầu mỡ hoặc các tạp chất khác. Kiểm tra xem kích thước và SDR (Standard Dimension Ratio) của hai ống có phù hợp để hàn đối đầu hay không.
- Máy hàn đối đầu HDPE: Chọn máy có công suất phù hợp với kích thước ống cần hàn và đảm bảo máy hoạt động ổn định. Kiểm tra các bộ phận của máy như mâm cặp, dao bào, bộ phận gia nhiệt và bộ phận tạo áp lực.
- Dụng cụ hỗ trợ: Thước đo, bút đánh dấu, khăn sạch, dung dịch vệ sinh (nếu cần).
- Trang bị bảo hộ: Găng tay, kính bảo hộ để đảm bảo an toàn trong quá trình làm việc.
Cố định ống
Đặt hai đầu ống cần hàn vào mâm cặp của máy hàn và siết chặt. Đảm bảo hai đầu ống thẳng hàng và có khoảng cách vừa đủ để thực hiện các bước tiếp theo.
Làm phẳng bề mặt (Facing)
Sử dụng dao bào của máy hàn để bào phẳng bề mặt tiếp xúc của hai đầu ống. Mục đích của bước này là loại bỏ lớp oxy hóa và tạo ra bề mặt nhẵn, phẳng hoàn toàn, đảm bảo sự tiếp xúc tốt nhất khi hàn. Bào cho đến khi bề mặt tiếp xúc của cả hai ống đều nhau và không còn gờ.
Kiểm tra độ thẳng hàng và khe hở
Sau khi bào, đưa hai đầu ống lại gần nhau để kiểm tra độ thẳng hàng. Đảm bảo không có khe hở lớn hơn quy định giữa hai bề mặt tiếp xúc (thường không quá 0.3mm cho ống nhỏ và 0.5mm cho ống lớn). Nếu khe hở quá lớn, cần kiểm tra lại quá trình cắt và bào.
Gia nhiệt
Lắp tấm gia nhiệt vào giữa hai đầu ống. Áp hai đầu ống vào tấm gia nhiệt với một lực nhất định theo khuyến nghị của nhà sản xuất máy và tiêu chuẩn hàn. Duy trì áp lực này trong suốt thời gian gia nhiệt. Thời gian gia nhiệt phụ thuộc vào kích thước ống, SDR và nhiệt độ môi trường. Thông thường, thời gian gia nhiệt được tính theo công thức hoặc bảng thông số kỹ thuật của ống và máy hàn.
Kiểm tra nhiệt độ
Sử dụng nhiệt kế bề mặt (nếu cần) để kiểm tra xem nhiệt độ bề mặt của hai đầu ống đã đạt đến nhiệt độ nóng chảy phù hợp (thường khoảng 200-220°C cho HDPE) hay chưa.
Rút tấm gia nhiệt và ép nối
Sau khi đạt đủ thời gian gia nhiệt, nhanh chóng rút tấm gia nhiệt ra và ép chặt hai đầu ống lại với nhau dưới áp lực hàn đã được cài đặt trước. Thời gian chuyển đổi (thời gian từ khi rút tấm gia nhiệt đến khi hai đầu ống tiếp xúc) phải được thực hiện càng nhanh càng tốt để tránh làm nguội bề mặt nóng chảy.
Duy trì áp lực hàn
Duy trì áp lực hàn trong một khoảng thời gian nhất định (thời gian làm nguội dưới áp lực) theo khuyến nghị của nhà sản xuất và tiêu chuẩn hàn. Trong thời gian này, mối nối sẽ dần nguội đi và hình thành độ bền.
Làm nguội tự nhiên
Sau khi hết thời gian làm nguội dưới áp lực, giảm áp lực và để mối nối nguội tự nhiên hoàn toàn trước khi di chuyển hoặc chịu tải. Thời gian làm nguội tự nhiên thường gấp đôi thời gian làm nguội dưới áp lực.
Kiểm tra mối nối
Sau khi mối nối nguội hoàn toàn, tiến hành kiểm tra trực quan mối hàn. Mối hàn đạt chuẩn thường có đường gân hàn đều, không có vết nứt, rỗ khí hoặc các khuyết tật khác.
Các yếu tố ảnh hưởng đến chất lượng mối hàn ống HDPE Tiền Phong

Chất lượng của mối hàn ống HDPE Tiền Phong chịu ảnh hưởng bởi nhiều yếu tố, bao gồm:
- Chất lượng ống: Sử dụng ống HDPE Tiền Phong chính hãng, đảm bảo tiêu chuẩn chất lượng.
- Loại máy hàn: Sử dụng máy hàn đối đầu HDPE chất lượng tốt, phù hợp với kích thước ống.
- Thông số hàn: Tuân thủ đúng các thông số về nhiệt độ gia nhiệt, áp lực hàn và thời gian gia nhiệt, làm nguội theo khuyến nghị.
- Tay nghề người thợ: Người thợ hàn cần được đào tạo bài bản và có kinh nghiệm.
- Điều kiện môi trường: Tránh hàn ống trong điều kiện thời tiết quá xấu như mưa, gió lớn hoặc nhiệt độ quá cao/thấp mà không có biện pháp bảo vệ.
Kiểm tra chất lượng mối hàn ống HDPE Tiền Phong
Sau khi hoàn thành quá trình hàn, việc kiểm tra chất lượng mối nối là rất quan trọng. Các phương pháp kiểm tra thường bao gồm:
- Kiểm tra trực quan: Quan sát bề ngoài mối hàn để phát hiện các khuyết tật như nứt, rỗ khí, lệch mối.
- Kiểm tra không phá hủy (NDT): Sử dụng các phương pháp như siêu âm để kiểm tra bên trong mối hàn (thường áp dụng cho các công trình lớn và yêu cầu cao).
- Kiểm tra phá hủy: Cắt mẫu mối hàn để kiểm tra độ bền kéo, độ bền uốn (thường chỉ thực hiện khi có nghi ngờ về chất lượng hoặc để kiểm định quy trình).
Khám phá: Hướng dẫn thi công phụ kiện ống nhựa HDPE Tiền Phong 2025
Việc tuân thủ quy trình hàn ống HDPE Tiền Phong đúng chuẩn là yếu tố then chốt để đảm bảo chất lượng và tuổi thọ của hệ thống. Bằng cách thực hiện đầy đủ và chính xác các bước từ chuẩn bị, cố định ống, làm phẳng bề mặt, gia nhiệt, ép nối, làm nguội đến kiểm tra, bạn sẽ tạo ra được những mối nối bền vững và không bị rò rỉ. Hy vọng hướng dẫn chi tiết này sẽ giúp bạn hiểu rõ hơn về quy trình hàn ống HDPE Tiền Phong và áp dụng thành công vào thực tế công việc của mình. Nếu bạn có bất kỳ thắc mắc nào, đừng ngần ngại tham khảo thêm tài liệu kỹ thuật của Nhựa Tiền Phong hoặc liên hệ với các chuyên gia trong lĩnh vực này.